DILLIDUR 450 V
WATER QUENCHED WEAR RESISTANT STEEL
Material No. 1.8720
Material data sheet, edition March 2010
DILLIDUR 450 V is a wear resistant steel with an average hardness of 450 HBW in delivery condition ex works. Its mechanical properties are obtained by quenching.
DILLIDUR 450 V is preferentially used by the customers where elevated resistance to wear is required together with good workability and especially good weldability.
Examples of application: earth moving and loading machines, dredgers, skip cars, conveying plants, trucks, cutting edges, knives and breakers, waste elimination and recycling plants.
Product description
Range of application
DILLIDUR 450 V can be delivered in thicknesses from 8 mm (1/3 in.) to 100 mm (4 in.), according to the dimensional program. Other dimensions may be possible on request.
Chemical composition
For the ladle analysis, the following limiting values in % are applicable:
| C | Si | Mn | P | S |
| ≤ 0.25 | ≤ 0.50 | ≤ 1.60 | ≤ 0.025 | ≤ 0.010 |
Depending on thickness, the following alloying elements are used singly or in combination for control of full hardening:
| Mo | Ni | Cr | V | Nb | B |
| ≤ 0.50 | ≤ 0.80 | ≤ 1.50 | ≤ 0.08 | ≤ 0.05 | ≤ 0.005 |
The steel is fully killed and fine-grain treated.
Indicative values for the carbon equivalent:
| Plate thickness [mm] | 10 | 40 | 80 |
| CEV 1) | 0.46 | 0.53 | 0.65 |
| CET 2) | 0.33 | 0.36 | 0.39 |
Delivery condition
Controlled water quenched.
1) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
2) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40
Mechanical properties in the delivery condition
Hardness
Hardness at room temperature: 420 - 480 HBW
Tensile testing on transverse specimens at room temperature (indicative values for 20 mm (0.8 in.) plate thickness)
Tensile strength 1400 MPa (203 ksi)
Yield point 950 MPa (138 ksi)
Elongation 11 % (lo = 5.65√So)
In spite of their high tensile properties, DILLIDUR steels are not intended for safety relevant components. For this purpose high strength steels DILLIMAX are available.
Charpy-V impact test on longitudinal specimens (indicative values for 20 mm (0.8 in.) plate thickness)
Toughness 35 J at -20 °C (-4 °F)
Testing
Brinell surface hardness tested once per heat and 40 t.
Identification of plates
Unless otherwise agreed the marking is carried out via steel stamps with at least the following information:
- steel grade (DILLIDUR 450 V)
- heat number
- number of mother plate and individual plate
- the manufacturer’s symbol
- inspector’s sign
Processing
The entire processing and application techniques are of fundamental importance to the reliability of the products made from this steel. The user should ensure that his design, construction and processing methods are aligned with the material, correspond to the state-of-the-art that the fabricator has to comply with and are suitable for the intended use. The customer is responsible for the selection of the material. The recommendations in accordance with EN 1011-2 (Welding) and CEN/TR 10347 (Forming) as well as recommendations regarding job safety in accordance with national rules should be observed while considering the higher strength and hardenability.
Cold forming
DILLIDUR 450 V can be cold formed by bending in spite of its high hardness and strength. It should be paid attention to the fact that with increasing yield strength the required forces for the forming operation also increase, even if the plate thickness remains unchanged. The spring-back also increases. In order to avoid the risk of cracking from the edges, flame cut or sheared edges should be ground in the area that is to be cold formed. It is also advisable to round the plate edge slightly on the outside of the bend coming under tension stress during bending.
During the processing, the necessary safety measures have to be taken, so that nobody will be exposed to a danger by a possible fracture of the work piece during the forming process.
The following geometries can usually be achieved by cold forming without the formation of surface defects (where t is the plate thickness):
| ? | Minimum bending radius | Minimum die opening |
| Transverse direction | 5 t | 14 t |
| Longitudinal direction | 6 t | 16 t |
Hot forming
Since DILLIDUR 450 V obtains its hardness by accelerated cooling from the austenitizing temperature, hot forming without major hardness loss is only possible if a renewed quenching treatment is carried out after forming. However, the hardness achieved through such a treatment may differ from that measured in the delivery condition. This is due to the fact that the cooling conditions at the fabricator’s works are generally less effective than those available during plate production.
The steel can be heated to about 200 °C (390 °F) without any substantial drop in hardness (250 °C for short period).
Flame cutting and welding
For flame cutting, the following minimum temperatures should be observed: 50 °C (122 °F) for plate thicknesses up to 26 mm, 100 °C (212 °F) for plate thicknesses from 26 up to 52 mm, and 125 °C (257 °F) for thicker plates.
For manual arc welding basic coated rods, having a very low residual moisture should be used (if necessary, drying according to the instruction of the manufacturer should be carried out).
Additionally the following recommendations are to be considered:
- Under beneficial conditions the steel may be butt welded without preheat up to a thickness of 15 mm (0.6 in.).
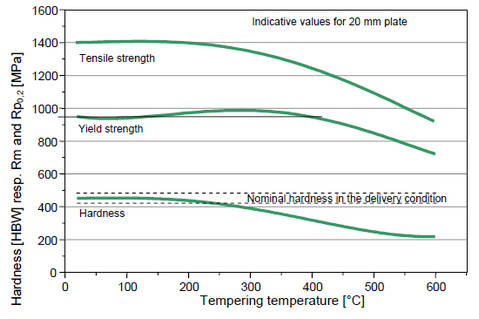
- For more information about preheating of DILLIDUR 450 V, please refer to our technical information “THE CONCEPT TO COMBAT WEAR AND TEAR – DILLIDUR”. Preheating above 200 °C (390 °F) must however be avoided, because it could cause a decrease of the hardness (see diagram).
- Weld metals with low yield strength are preferred for tack, root and filler passes. If welds are exposed to wear, only the final passes should be welded with consumables producing a hardness matching the parent plate.
Heat treatment
The following diagram shows the general changes in hardness or strength values in accordance with the heat treatment temperature:
Machining
DILLIDUR 450 V can be machined with HSS-drills and especially with HSS-Co-alloyed drills with a satisfactory service life if the drill advance and cutting speed are correspondingly accommodated.
General technical delivery requirements
Unless otherwise agreed, the general technical requirements in accordance with EN 10021 are applicable.
Tolerances
Unless otherwise agreed, the tolerances are in accordance with EN 10029, with class A for thickness.
Surface quality
Unless otherwise agreed, the provisions in accordance with EN 10163-2, class A2 are applicable.
General note
If particular requirements are demanded and not covered in this data sheet, please contact us with the specifications for our review and agreement prior to ordering. The information in this data sheet is a product description. This data sheet is updated at occasion demands.
For more information about application and processing of DILLIDUR 450 V, please refer to our technical information “THE CONCEPT TO COMBAT WEAR AND TEAR – DILLIDUR”.